

五軸六軸混合機(jī)器人在激光噴丸中的應(yīng)用
一、引言
激光噴丸可以用來(lái)增加零件的強(qiáng)度及消除應(yīng)力,主要用于航空發(fā)動(dòng)機(jī)葉輪等。通常噴丸要對(duì)整個(gè)物體的龍闊進(jìn)行,也有對(duì)整個(gè)面進(jìn)行噴丸。對(duì)單個(gè)發(fā)動(dòng)機(jī)葉片類零件的噴丸相當(dāng)比較簡(jiǎn)單。但對(duì)整個(gè)葉輪的每個(gè)葉片都進(jìn)行噴丸時(shí)就比較難,激光的發(fā)射角固定,而要對(duì)葉輪進(jìn)行轉(zhuǎn)動(dòng)和位移來(lái)確保激光能打在葉片表面理想位置。為了對(duì)每個(gè)葉片的主要部位都能進(jìn)行噴丸處理,就要求對(duì)整體葉輪進(jìn)行復(fù)雜的運(yùn)動(dòng)。通常至少是對(duì)其進(jìn)行五軸五聯(lián)動(dòng)運(yùn)動(dòng),最好是六軸六連動(dòng)運(yùn)動(dòng),這樣才能實(shí)現(xiàn)無(wú)遮擋的理想噴丸。為了滿足上面的噴丸要求,沈陽(yáng)萊茵機(jī)器人有限公司開(kāi)發(fā)了兩臺(tái)五軸五聯(lián)動(dòng)機(jī)器人和一系列六自由度混合型機(jī)器人。我們采用了高檔,開(kāi)放式六軸多通道控制系統(tǒng)。幾臺(tái)五軸五聯(lián)動(dòng)機(jī)器人系統(tǒng)已經(jīng)連續(xù)可靠運(yùn)行了三年,六自由度混合型機(jī)器人運(yùn)行也非常平穩(wěn),可靠。本文簡(jiǎn)單介紹五軸連動(dòng)機(jī)器人和六軸連動(dòng)機(jī)器人。
二、五軸連動(dòng)機(jī)器人
根據(jù)用戶對(duì)機(jī)器人強(qiáng)度高,負(fù)載大,運(yùn)動(dòng)精度高等要求及人工裝卸零件的方便性和光路要求,我們?cè)O(shè)計(jì)了兩款五軸連動(dòng)機(jī)器人。它們的結(jié)構(gòu)原理上相同,主要由一個(gè)龍門式三軸直角坐標(biāo)機(jī)器人和兩個(gè)轉(zhuǎn)動(dòng)軸組成。由于負(fù)載重,直角坐標(biāo)機(jī)器人的Z軸采用了如圖2所示的雙Z軸滾珠絲桿同步驅(qū)動(dòng)。
直角坐標(biāo)機(jī)器人的三個(gè)直線運(yùn)動(dòng)軸除了采用防塵防水的鋼帶防護(hù),里面的全部零件都不怕水,能保證機(jī)器人長(zhǎng)期工作。圖3中的機(jī)器人是萊茵機(jī)電三年前交付給用戶,運(yùn)回維護(hù)保養(yǎng)的五軸聯(lián)動(dòng)機(jī)器人。
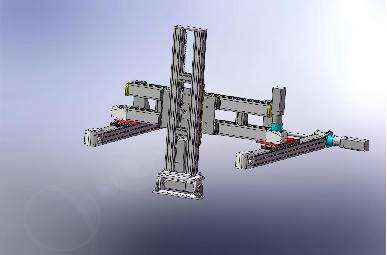
圖1是由一個(gè)典型的3D懸臂直角坐標(biāo)機(jī)器人和關(guān)節(jié)機(jī)器人的三個(gè)末端關(guān)節(jié)組成的混合型六自由度機(jī)器人。

圖2是要馬上發(fā)貨的五軸連動(dòng)機(jī)器人。

圖3是無(wú)故障工作了三年,回廠保養(yǎng)的五軸聯(lián)動(dòng)機(jī)器人。
五軸聯(lián)動(dòng)機(jī)器人的第四個(gè)軸是安裝在Z軸下端,以Z軸為軸心的轉(zhuǎn)動(dòng)軸,叫A軸。A軸主要由高精度交流伺服和反向間隙小于0.5弧分的緊密減速機(jī)組成。A軸帶動(dòng)轉(zhuǎn)動(dòng)軸B以水平面為軸轉(zhuǎn)動(dòng)。B軸也主要由高精度交流伺服和反向間隙小于0.5弧分的緊密減速機(jī)組成。
三、五軸聯(lián)動(dòng)機(jī)器人的控制系統(tǒng)及電箱
由于五軸聯(lián)動(dòng)機(jī)器人的Z軸采用雙Z軸滾珠絲桿同步驅(qū)動(dòng)方式,共計(jì)采用了6臺(tái)伺服電機(jī)。我們采用了沈陽(yáng)萊茵機(jī)器人公司自己開(kāi)發(fā)的,基于ARM的嵌入式8軸連動(dòng)控制系統(tǒng)。為了雙Z軸的嚴(yán)格同步,在FPGA里面兩路伺服電機(jī)位置環(huán)控制信號(hào)由同一路控制信號(hào)控制。如圖4所示,該嵌入式8軸連動(dòng)控制系統(tǒng)帶CAN總線,RS485接口和以太網(wǎng)接口,支持Modbus通信協(xié)議。可以鏈接常見(jiàn)的觸摸屏和工控機(jī)。所有IO口帶短路保護(hù)及擴(kuò)展,還可以很方便搭建成主從時(shí)式分布式控制系統(tǒng)。該控制系統(tǒng)是萊茵機(jī)器人十多年開(kāi)發(fā)積累的,已在織布機(jī)的電送點(diǎn)卷,包裝機(jī)和火焰切割機(jī)上批量連續(xù)可靠工作多年的嵌入式系統(tǒng)。該系統(tǒng)有是一個(gè)高度開(kāi)放的控制系統(tǒng),可以方便修改,增添功能,及用戶自己二次開(kāi)發(fā)。
四、工作過(guò)程
由于激光束的方向是不能改變的,必須控制被噴丸的工件如此精確平穩(wěn)運(yùn)動(dòng),確保激光束在要被噴丸處理的區(qū)域,按要求的軌跡和順序噴丸。為此采用示教方式工作,各個(gè)軸間可以同時(shí)聯(lián)動(dòng)和獨(dú)立運(yùn)動(dòng)。激光系統(tǒng)可以放出一個(gè)幾乎沒(méi)有任何能量的激光點(diǎn),我們稱為參照激光點(diǎn)。參照激光點(diǎn)的方位與噴丸的激光束完全一樣。示教時(shí),先手動(dòng)運(yùn)動(dòng)使參照激光點(diǎn)照到要被噴丸處理的軌跡上,然后確認(rèn)該點(diǎn)為有效點(diǎn)。示教時(shí)操作者可以用手動(dòng)操作器在被噴丸零件邊上邊看看控制運(yùn)動(dòng)。但出于安全考慮,操作員也可以借助高分辨率高清晰的視頻監(jiān)控系統(tǒng)來(lái)控制參照激光點(diǎn)在零件上的位置。系統(tǒng)自動(dòng)記錄下這些有效點(diǎn)對(duì)應(yīng)機(jī)器人各種軸的位置,然后上位機(jī)離線自動(dòng)生產(chǎn)噴丸運(yùn)動(dòng)軌跡,自動(dòng)優(yōu)化各個(gè)軸在各個(gè)點(diǎn)的運(yùn)動(dòng)分量,使運(yùn)動(dòng)過(guò)程平穩(wěn)高速。可以對(duì)噴丸軌跡進(jìn)行圖示,局部放大,優(yōu)化噴丸順序,刪減等操作。
如果能得到被噴丸零件的3DCAD數(shù)據(jù),給出噴丸信息后,借助CAM軟件可以自動(dòng)生成運(yùn)動(dòng)軌跡。但通常出于保密等原因,通常是得不得對(duì)應(yīng)的3DCAD數(shù)據(jù)。
五、六軸連動(dòng)機(jī)器人
對(duì)于復(fù)雜的整體葉輪等采用六軸聯(lián)動(dòng)機(jī)器人會(huì)更方便。圖4是混合型六軸聯(lián)動(dòng)機(jī)器人的結(jié)構(gòu)形式之一,它由三個(gè)直線運(yùn)動(dòng)軸,兩個(gè)轉(zhuǎn)動(dòng)軸和一個(gè)擺動(dòng)軸組成。其中三個(gè)直線運(yùn)動(dòng)軸是典型的懸臂型直角坐標(biāo)機(jī)器人,也可以是圖2中所以的龍門式三維直角坐標(biāo)機(jī)器人。在上下運(yùn)動(dòng)的Z軸下端帶動(dòng)一個(gè)旋轉(zhuǎn)軸,旋轉(zhuǎn)軸帶動(dòng)一個(gè)擺動(dòng)軸,擺動(dòng)軸末端再帶動(dòng)一個(gè)旋轉(zhuǎn)軸。最末端的旋轉(zhuǎn)軸帶動(dòng)手爪。由于兩個(gè)旋轉(zhuǎn)軸和一個(gè)擺動(dòng)軸其實(shí)就是關(guān)節(jié)機(jī)器人的末端三個(gè)運(yùn)動(dòng)軸,所以六軸混合機(jī)器人就是三軸直角坐標(biāo)機(jī)器人加上關(guān)節(jié)機(jī)器人的三個(gè)最末端運(yùn)動(dòng)軸組合而成。根據(jù)實(shí)際應(yīng)用需要,混合型機(jī)器人的直線運(yùn)動(dòng)軸也可以是二維的XY軸結(jié)構(gòu)或XZ軸結(jié)構(gòu),也可以是龍門式結(jié)構(gòu)。其各個(gè)直線運(yùn)動(dòng)軸的行程及承載能力可以按要求去做。而兩個(gè)轉(zhuǎn)動(dòng)軸和一個(gè)擺動(dòng)軸組成也可以按需要僅選擇一個(gè)轉(zhuǎn)動(dòng)軸,如從生產(chǎn)線把箱體碼垛到托盤上,也可以是一個(gè)轉(zhuǎn)動(dòng)軸和一個(gè)擺動(dòng)軸及其他組合。
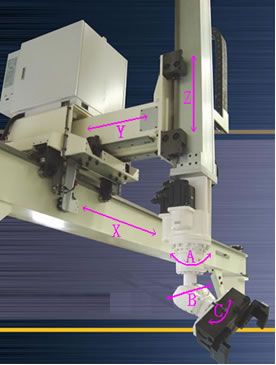
圖4:混合型六軸聯(lián)動(dòng)機(jī)器人示意圖
六、六軸聯(lián)動(dòng)機(jī)器人的控制系統(tǒng)
六軸聯(lián)動(dòng)數(shù)控系統(tǒng)是一個(gè)高度開(kāi)放,功能強(qiáng)大的數(shù)控系統(tǒng)。其控制軸數(shù)最多可以達(dá)64軸,它可以是單通道數(shù)控系統(tǒng),也可以設(shè)置為多通道數(shù)控系統(tǒng)。可以以脈沖方式,總線通信方式和模擬量方式控制運(yùn)動(dòng)軸和主軸,強(qiáng)大開(kāi)放的PLC功能可以按用戶要求來(lái)配置。其軟件功能非常豐富,包含有幾乎任何常見(jiàn)的G代碼和M功能。操作界面人性化及按用戶要求來(lái)定制。系統(tǒng)插補(bǔ)周期短,可視化PID調(diào)節(jié)功能高效簡(jiǎn)單。而且還可以擴(kuò)展增加電子凸輪來(lái)實(shí)現(xiàn)活塞車等功能特種車銑功能。
主要功能:
1)測(cè)量功能
五軸機(jī)床含兩個(gè)擺動(dòng)/旋轉(zhuǎn)軸,兩個(gè)軸的轉(zhuǎn)動(dòng)中心點(diǎn)坐標(biāo)及與三個(gè)直線軸間的夾角統(tǒng)必須精確獲取。通過(guò)測(cè)量自動(dòng)計(jì)算出這些數(shù)據(jù)。
2)刀具中心點(diǎn)控制功能(RCTP)
五軸加工中心所用的程序由CAD/CAM軟件產(chǎn)生,大多數(shù)系統(tǒng)的程序是基于刀具中心點(diǎn)編寫(xiě)的程序。但當(dāng)換刀時(shí)中心點(diǎn)位置變了,就要重新生成程序,非常不方便。而基于刀尖中心點(diǎn)編程,即物體表面3D位置(X,Y,Z)和該點(diǎn)的刀尖方向(A,B)的編程就僅與被加工的物體幾何尺寸有關(guān),而與刀具長(zhǎng)度和機(jī)床結(jié)構(gòu)沒(méi)有關(guān)系。RCTP功能就是把基于物體表面3D位置(X,Y,Z)和該點(diǎn)的刀尖方向(A,B)的程序自動(dòng)分解成各個(gè)軸的運(yùn)動(dòng)。
3)該系統(tǒng)可以適合工作臺(tái)上帶有兩個(gè)旋轉(zhuǎn)軸,或加工刀具上(主軸)帶兩個(gè)擺動(dòng)軸,或工作臺(tái)上帶有一個(gè)旋轉(zhuǎn)軸,而加工刀具上(主軸)帶一個(gè)擺動(dòng)軸結(jié)構(gòu)形式的五軸機(jī)床。4)3D刀具補(bǔ)償功能保證在加工過(guò)程中換刀時(shí)軟件自動(dòng)計(jì)算補(bǔ)償?shù)毒甙虢?jīng)變化帶來(lái)的軌跡位置變化。該功能避免了換不同半徑的刀具時(shí)要重新生成加工程序。5)傾斜軸功能保證了機(jī)床的X,Y和Z軸間可以是任意角度,而該功能自動(dòng)換算出編程時(shí)相互垂直的X,Y和Z軸。還可以克服X...工作臺(tái)上帶有兩個(gè)旋轉(zhuǎn)軸,或加工刀具上(主軸)帶兩個(gè)擺動(dòng)軸,或工作臺(tái)上帶有一個(gè)旋轉(zhuǎn)軸,而加工刀具上(主軸)帶一個(gè)擺動(dòng)軸結(jié)構(gòu)形式的五軸機(jī)床。
4)3D刀具補(bǔ)償功能保證在加工過(guò)程中換刀時(shí)軟件自動(dòng)計(jì)算補(bǔ)償?shù)毒甙虢?jīng)變化帶來(lái)的軌跡位置變化。該功能避免了換不同半徑的刀具時(shí)要重新生成加工程序。
5)傾斜軸功能保證了機(jī)床的X,Y和Z軸間可以是任意角度,而該功能自動(dòng)換算出編程時(shí)相互垂直的X,Y和Z軸。還可以克服X,Y和Z空裝配誤差,起到軟件補(bǔ)償功能。
6)該系統(tǒng)包含有多通道多軸控制系統(tǒng),可以控制特殊復(fù)合機(jī)床,實(shí)現(xiàn)一次裝夾多工序全自動(dòng)加工。她能使特種復(fù)合加工中心及生產(chǎn)線實(shí)現(xiàn)高效高精密加工。
七、結(jié)論
這類六軸聯(lián)動(dòng)混合型機(jī)器人本質(zhì)上是來(lái)自一些應(yīng)用需要,綜合了直角坐標(biāo)機(jī)器人的關(guān)節(jié)機(jī)器人的優(yōu)點(diǎn),具有下面的主要優(yōu)點(diǎn):
1、極大擴(kuò)展了工作空間,X軸的工作行程可以達(dá)到100米長(zhǎng),Y軸可以達(dá)到10米。
2、承載能力更強(qiáng),特殊結(jié)構(gòu)可達(dá)2400Kg。
3、工作精度更高,直角坐標(biāo)機(jī)器人部分可以采用精密滾珠絲杠傳動(dòng),重復(fù)定位精度可達(dá)0.01mm,甚至更高。
4、結(jié)構(gòu)形式多樣性,直接坐標(biāo)機(jī)器人可以按需要選擇龍門式、懸臂式、壁掛式等。同時(shí)可以增減旋轉(zhuǎn)軸和翻轉(zhuǎn)軸,構(gòu)成五到八自由度機(jī)器人。
5、能替代關(guān)節(jié)機(jī)器人,完成打磨倒角,焊接,上下料額碼垛搬運(yùn)等任務(wù)。
6、成本低,控制簡(jiǎn)單,易于維護(hù)。
上面是其主要的優(yōu)點(diǎn),在打磨倒角,機(jī)床上下料,大型零件焊接,碼垛搬運(yùn)等工作中有關(guān)節(jié)機(jī)器人無(wú)法比擬的優(yōu)點(diǎn)。可以在幾乎所有的應(yīng)用中取代關(guān)節(jié)機(jī)器人。
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。









 服務(wù)咨詢
服務(wù)咨詢